Stainless steel offers numerous benefits in various industrial applications. A major factor in this material’s versatility is its ability to be formed into different shapes and sizes using multiple methods. Four of the most common methods for forming stainless steel are block forming, deep draw hydroforming, deep draw stamping and fluid cell forming, and each has its advantages.
BLOCK FORMING
For simple or shallow component shapes, block forming offers cost-effective tooling and short lead times. The process requires a single polyurethane or wood block for tooling. A hydroforming machine or hydraulic press creates downward force on a stainless steel blank placed over the block, and the material is shaped into the desired component.
To prevent wrinkling or rupturing, Jones Metal incorporates cut reliefs into the material. We also take care to prevent springbacks on the outside of the material.
DEEP DRAW HYDROFORMING
The hydroforming process accommodates parts with non-uniform shapes that do not lend themselves to stamping, and is well-suited to making oddly shaped parts in small quantities.
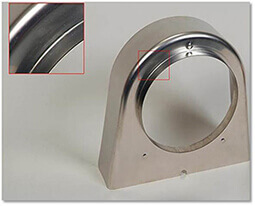
Because deep draw hydroforming uses hydraulic fluid pressure rather than a punch, the method yields a smooth stainless steel surface free of burrs and scuffs, often eliminating the need for later polishing. The need for complex dies is also eliminated, reducing costs. Other advantages of this process include:
- Low tooling costs
- Less setup time
- A single cycle that replaces multiple draws
- Optimization of materials and blank thickness specifications for lower costs
- Inexpensive prototypes
This method can be used to form stainless steel parts requiring deep draws using 400 series ferritic and 300 series austenitic stainless. The latter contains nickel, which imparts ductility and high corrosion resistance while preserving structural integrity.
In deep draw hydroforming, material is stretched across a form in a die. Normally, components can be deep drawn up to 5 inches deep. For deeper draws, the material may require annealing before further forming, which Jones Metal accomplishes in-house.
Employing deep draw hydroforming to create stainless steel components requires specialized expertise. For example, stainless steel requires nearly twice as much pressure for stretching and forming as carbon steel because it hardens faster. Also, a surface film of corrosion-resistant chromium oxide on stainless steel builds friction during this process, which requires operating technicians to precisely coat and lubricate tooling to minimize wear. Finally, deep draw hydroforming stainless steel requires a slow forming process to adjust for factors such as pressure, friction and depth to prevent wrinkling or even breaking.
DEEP DRAW STAMPING
Deep draw stamping is often chosen as a good fit when orders require parts in large quantities, or for smaller yet repeated production runs. This method involves the use of hardened steel dies for tooling. It is well-suited to parts that do not require much surface contouring.
A major benefit of this process is a better production rate, particularly for thicker-gauge stainless steel forming. This offsets relatively high setup costs with lower overall production costs. Another benefit: The thicker-gauge stainless steel yields parts with a high strength-to-weight ratio.
At JMP, we can manufacture parts using 400 series or 300 series stainless steel. These parts may be as deep as 12 inches and have diameters of up to 40 inches. Our process ensures that inside measurements adhere to tolerances within 0.01 inch.
FLUID CELL FORMING
When elongated, shallow, relatively simple stainless steel shapes are needed, fluid cell forming is a viable method. It employs intense, controlled pressure up to 11,600 psi on a flexible rubber diaphragm, which forms shapes that adhere to tight tolerances.
A major advantage is that several high-quality parts can be formed at one time. This process produces minimal surface abrasion, eliminating the need for downstream touch-up work, which in turn reduces costs.
Jones Metal can handle blanks up to 6 feet long, 27.5 inches wide and 6.9 inches deep. Our process suits a wide variety of stainless steel.
To learn more about how Jones Metal can fulfill your stainless steel component forming orders, contact us or call 888-479-9566.